大口径橡胶避震喉加工工艺基本参数
文章出处:大阳城集团娱乐网站 发表时间:2022-08-23 16:24
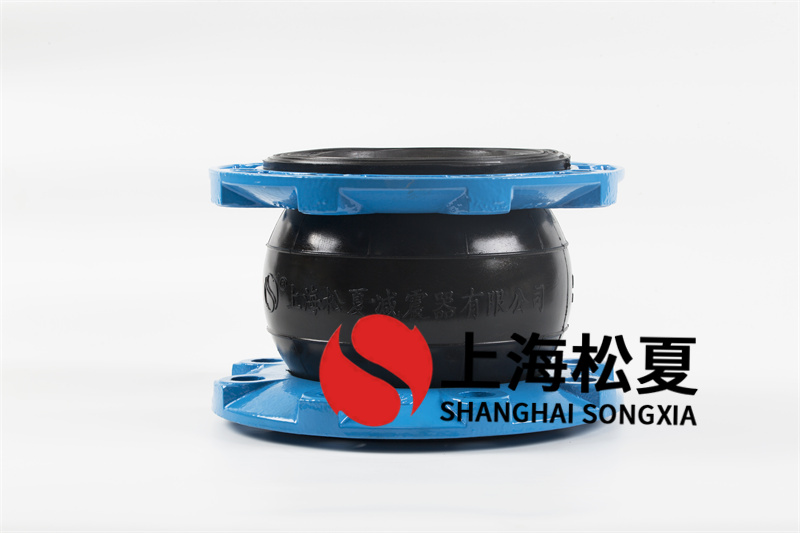
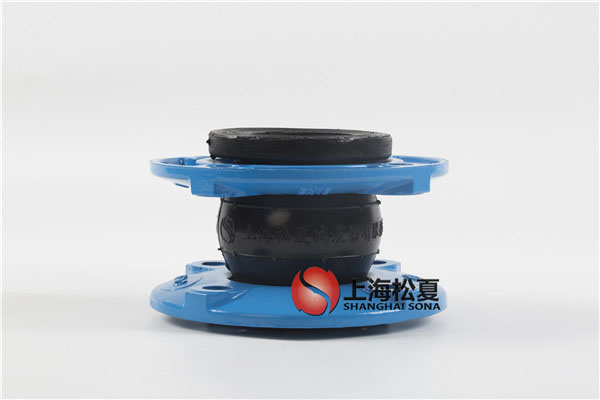
大口径橡胶避震喉加工工艺基本参数
大口径橡胶避震喉在电焊操作过程中,由于应用法兰、无缝管的厚度偏厚,因此的发热量比较大,一般造成两侧加温及固层温度偏差稍大。焊后热处理全过程中,电加热器布局不适合,负荷分配偏移中间,造成整体加温不均匀。保温隔热总宽不足,发热量损害大,钢薄壁管道异型件焊缝热处理方法,热电阻安装位置不适合,造成测评温度并不是加温地区的温度。
加工工艺基本参数选择的:特别是升或降温速度、热处理方法温度及控温时间三个基本参数大,应依据类型和特点、天气温度、原材料材料综合型选择科学合理的基本参数,不然会热处理方法的质量。焊缝四周布局好与其说相对应电加热器(型号规格规格、输出功率尺寸)后,需在管材(三通或闸阀)侧安装适合的助温片,且电加热器要紧贴厚度。
橡胶避震喉应对称布局在边缘两侧,针对异型件连接头在助温片加温区,改造二根热电阻,将各位置互相搭配的电加热器与热电阻进行系统分区操纵,使各测量点温差做到小(不过50℃)保证加温均匀化。那样即便管道冲击性工作压力再大,也可再次维护管道。在地底污水处理中,与管道或是其它机械设备相互连接后,检查插口密封性状况,在地底污水处理作用中,一般选用电焊的形式进行连接,可更强的确保插口在长久性应用后发生松动的难点。
大口径橡胶避震喉在电焊操作过程中,由于应用法兰、无缝管的厚度偏厚,因此的发热量比较大,一般造成两侧加温及固层温度偏差稍大。焊后热处理全过程中,电加热器布局不适合,负荷分配偏移中间,造成整体加温不均匀。保温隔热总宽不足,发热量损害大,钢薄壁管道异型件焊缝热处理方法,热电阻安装位置不适合,造成测评温度并不是加温地区的温度。
加工工艺基本参数选择的:特别是升或降温速度、热处理方法温度及控温时间三个基本参数大,应依据类型和特点、天气温度、原材料材料综合型选择科学合理的基本参数,不然会热处理方法的质量。焊缝四周布局好与其说相对应电加热器(型号规格规格、输出功率尺寸)后,需在管材(三通或闸阀)侧安装适合的助温片,且电加热器要紧贴厚度。
橡胶避震喉应对称布局在边缘两侧,针对异型件连接头在助温片加温区,改造二根热电阻,将各位置互相搭配的电加热器与热电阻进行系统分区操纵,使各测量点温差做到小(不过50℃)保证加温均匀化。那样即便管道冲击性工作压力再大,也可再次维护管道。在地底污水处理中,与管道或是其它机械设备相互连接后,检查插口密封性状况,在地底污水处理作用中,一般选用电焊的形式进行连接,可更强的确保插口在长久性应用后发生松动的难点。
下一篇:衬四氟橡胶避震喉管道偏差怎样? 上一篇:法兰橡胶避震喉管道两边的法兰如何安装?



同类文章排行
- 橡胶避震喉在衔接过程中运用
- 橡胶伸缩接头的规范
- 偏心异径管橡胶接头的特点及标准
- 耐酸碱减橡胶接头的用途及性能
- 橡胶接头使用说明的介绍
- 橡胶减震喉组装疑难问题哪些?
- 橡胶避震喉的优势有哪些呢?
- 缩径橡胶避震喉是连接不同直径的橡胶管件总称
- 橡胶避震接头如何保证原油管道的运输?
- 影响船标橡胶绕性软连接密封的层面