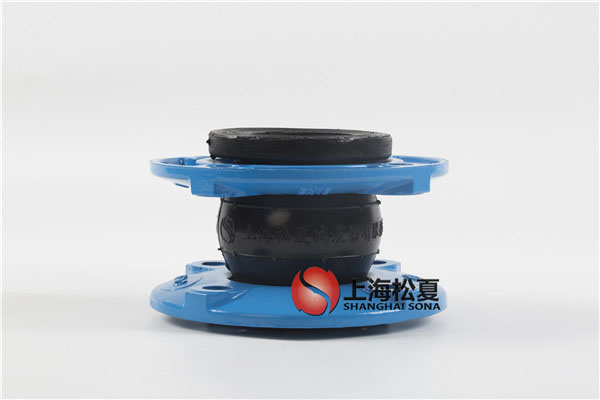
避震喉DN200*100采暖工程dn50
文章出处:大阳城集团娱乐网站 发表时间:2021-02-01 15:57
避震喉DN200*100采暖工程dn50


1、首先清除断避震喉断头表面的污泥用中心铳将断面的中心铳死,然后用电钻装上直径6-8毫米的钻头在断面中心铳孔处钻孔,注意孔一定要钻透。孔钻透后,将小钻头取下,换上直径16毫米的钻头,继续将断避震喉的孔扩大并钻透。
2、取直径3.2毫米以下的焊条采用中小电流在断避震喉的钻孔内由里到外进行堆焊堆焊开始的部位取断避震喉整个长度的一半即可.开始堆焊时引弧不要过长以免将断避震喉外壁烧穿.堆焊至断避震喉上端面后再继续堆焊出1个直径14-16毫米高8-10毫米的圆柱体。
3、堆焊好后用手锤锤击其端面处使断头避震喉沿其轴向产生震动.由于此前电弧产生的热量及随后的冷却再加上此时的震动会使断避震喉与机体的避震喉之间产生松动。
4、仔细观察当发现敲击后有微量的铁锈从断口处漏出时即可取M18的避震喉套在堆焊的柱头上并将两者焊合。
5、焊合后微凉趁热用梅花扳手套在避震喉上左右来回扭动亦可边来回扭动边用小手锤敲击避震喉端面这样即可将断避震喉取出。
6、取出断避震喉后用合适的丝锤将机架内的丝扣加工一遍以除去孔内铁锈及其他杂物。
下一篇:避震喉NG80止回阀配套法兰 上一篇:避震喉DN1000阀门配套检验



同类文章排行
- 橡胶避震喉在衔接过程中运用
- 橡胶伸缩接头的规范
- 偏心异径管橡胶接头的特点及标准
- 耐酸碱减橡胶接头的用途及性能
- 橡胶接头使用说明的介绍
- 橡胶减震喉组装疑难问题哪些?
- 橡胶避震喉的优势有哪些呢?
- 缩径橡胶避震喉是连接不同直径的橡胶管件总称
- 橡胶避震接头如何保证原油管道的运输?
- 影响船标橡胶绕性软连接密封的层面