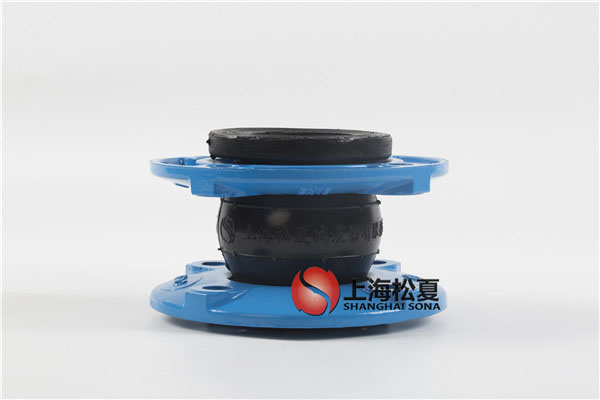
DN200*100减振避震喉无负压增压稳流供水设备撕裂

可曲绕减振避震喉塑料机及生产制造生产流程对产品品质造成的危害,因此就规定减振避震喉生产商在注塑设备的挑选上,及其生产制造生产流程务必严苛依照标准实际操作,那样在生产制造出优良质量减振避震喉产品的另外,也减少了产品残品率。 可曲绕减振避震喉系用以金属材料管道中间起柔性联接功效的空心橡塑制品。硫化减振避震喉又称为橡胶软管软接,软性减振避震喉,橡胶软连接,可曲绕减振避震喉,髙压减振避震喉,橡胶减震器等。按接口方式分松套法兰式、固定不动法兰式和外螺纹式3种。按构造可分成单圆球、双圆球、异径体、弯圆球及气压风机盘管等5种。由内表层胶、布帘层和钢丝圈构成管形橡胶产品,经硫化橡胶成形后再与金属材料法兰或平行面连接头活套法兰组成。
此产品可减少震动及噪音,并可对因溫度转变造成的热涨冷缩起赔偿功效,广泛运用于各种各样管道系统软件。 我们在来谈一谈生产制造生产流程及其主要参数的的设定。時间、溫度、工作压力、速率等加工工艺主要参数是减振避震喉生产工艺流程操纵步骤的基本前提。注塑工艺中危害减振避震喉特性的要素非常复杂,务必熟练地把握各种各样加工工艺主要参数步骤的立即调节,对加工过程中出現的常见故障,注塑加工全过程溫度设置的影响因素降至低,调节出佳加工工艺主要参数,生产制造出达标的减振避震喉产品,降低生产制造中的损害。 假如注塑加工时溫度过高,溶体黏度低,模坯抗压强度小,模坯非常容易下降,进而使模坯径向壁厚自动控制系统不灵,还会继续使模坯形变,比较严重危害了减振避震喉的本质及外型品质。
溫度过低时,会扩大塑料机的负荷,溶体黏度大,熔融不匀称,生物大分子颗粒物沒有获得必需的松驰,减振避震喉这时在模具内残留压力太大过大,非常容易造成产品形变的概率。 减振避震喉在注塑加工时,锁模设备是启闭磨具以实行出模工作实际操作的重要,有一定的示的肘杆方法,及其运用液压油缸立即启闭磨具的直压方法。注入设备是将再生塑料给予加温溶化后再引入磨具内。这时,就规定转动挤出机螺杆并让原材料立即资金投入到料仓的环氧树脂滞留在挤出机螺杆前端开发,历经所需原材料颗粒物量的行程安排贮藏后再次射出去。
当原材料在磨具内流动性时,必须立即操纵挤出机螺杆的挪动頻率,并在添充原材料后用劲开展操纵。当做到一定的挤出机螺杆部位或一定射出去工作压力时则要快速操纵转换成工作压力。这就规定职工在实际操作酒店住宿立即,掌握最佳时机。




同类文章排行
- 橡胶避震喉在衔接过程中运用
- 橡胶伸缩接头的规范
- 偏心异径管橡胶接头的特点及标准
- 耐酸碱减橡胶接头的用途及性能
- 橡胶接头使用说明的介绍
- 橡胶减震喉组装疑难问题哪些?
- 橡胶避震喉的优势有哪些呢?
- 缩径橡胶避震喉是连接不同直径的橡胶管件总称
- 橡胶避震接头如何保证原油管道的运输?
- 影响船标橡胶绕性软连接密封的层面