避震喉无负压自动给水设备图纸
文章出处:大阳城集团娱乐网站 发表时间:2021-05-19 09:56
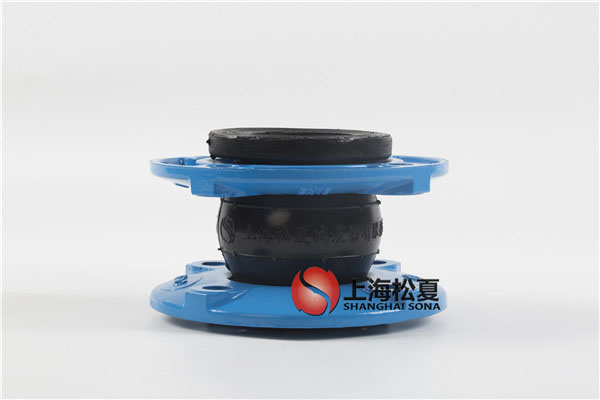
避震喉无负压自动给水设备图纸

避震喉件要严格要求其化学成分,对原铁液要求的碳硅含量比灰避震喉高,降低避震喉中锰,磷,硫的含量;铁液出炉温度比灰避震喉 高,以补偿球化,孕育处理时铁液温度的损失;避震喉件进行球化处理,即往铁液中添加球化剂;加入孕育剂进行孕育处理;避震喉流动性较差,收缩较大,因此需要较高的浇注温度及较大的浇注系统尺寸,合理应用冒口,冷铁,采用顺序凝固原则;对避震喉件进行合适的热处理。
检讨待焊区域及裂纹的起点和起点。综合斟酌应力、变形、操作难易水平及焊件厚度、焊接地位和焊条直径等状况制备相应的坡口。用火焰烧烤待焊部位两侧,使渗入基体外部的油液全部挥发进去,直至不冒烟为止。将焊条放入110~150℃的枯燥箱内烘干1h后备用。采取适宜的施焊方向。施焊时电弧要低,收弧要快,要压住电弧,避免电弧超前。电弧不要左、右跳,以使焊缝成型窄,减小热应力区。
这也就促成了避震喉件以它衔接的吻合度之高而较为受欢迎。采取短弧、短焊缝焊接,焊缝长度个别不要超越60mm;采取断续分段焊,焊一段距离一段,再焊下一段;采取多层焊,层间温度掌握在60~80℃,并尽量使下一层焊缝 在上一层焊缝熔合线上;焊接时,要及时视察,若发明气孔、夹渣、焊瘤等,应立刻用手砂轮打磨,把焊缝清算清洁后,再焊下一层。
焊完一段或一层后,在焊缝呈红热状况时,用小锤敲打焊缝直至焊缝变暗,用以碾展焊缝、松弛应力和挤逝世吝啬孔,同时细化焊缝区的晶粒。若待焊处呈块状且面积较小时。10、焊修面积过小时,可扩张后再补焊。避震喉件行业的现状和发展前景:我国生产和应用避震喉阀门已经有近100年历史,但取得显着发展是 近10年的事。据有关资料统计,10年来国内避震喉阀门、管件的年产量从80万吨发展到20万吨,年均下降率约为20%。
下一篇:避震喉温泉工程作用和功效 上一篇:避震喉水厂项目中标



同类文章排行
- 橡胶避震喉在衔接过程中运用
- 橡胶伸缩接头的规范
- 偏心异径管橡胶接头的特点及标准
- 耐酸碱减橡胶接头的用途及性能
- 橡胶接头使用说明的介绍
- 橡胶减震喉组装疑难问题哪些?
- 橡胶避震喉的优势有哪些呢?
- 缩径橡胶避震喉是连接不同直径的橡胶管件总称
- 橡胶避震接头如何保证原油管道的运输?
- 影响船标橡胶绕性软连接密封的层面